热喷涂是物理沉积 + 机械结合的表面覆盖技术;激光熔覆是冶金融合 + 原子结合的表面强化 / 增材技术 —— 二者同属表面工程,但结合强度、致密性、耐热 / 耐冲击、寿命完全不在一个量级,成本与工艺门槛也悬殊。
一、核心原理:本质完全不同
1. 热喷涂(“贴上去”)
-
用火焰 / 电弧 / 等离子等热源,将粉末 / 丝材加热到熔融 / 半熔融,高速喷射到预处理基体表面;
-
熔滴撞击后扁平化、堆叠成层,靠机械嵌合 + 微弱物理吸附结合;
-
基体整体温度低(常<200℃),几乎不熔化、无冶金反应。
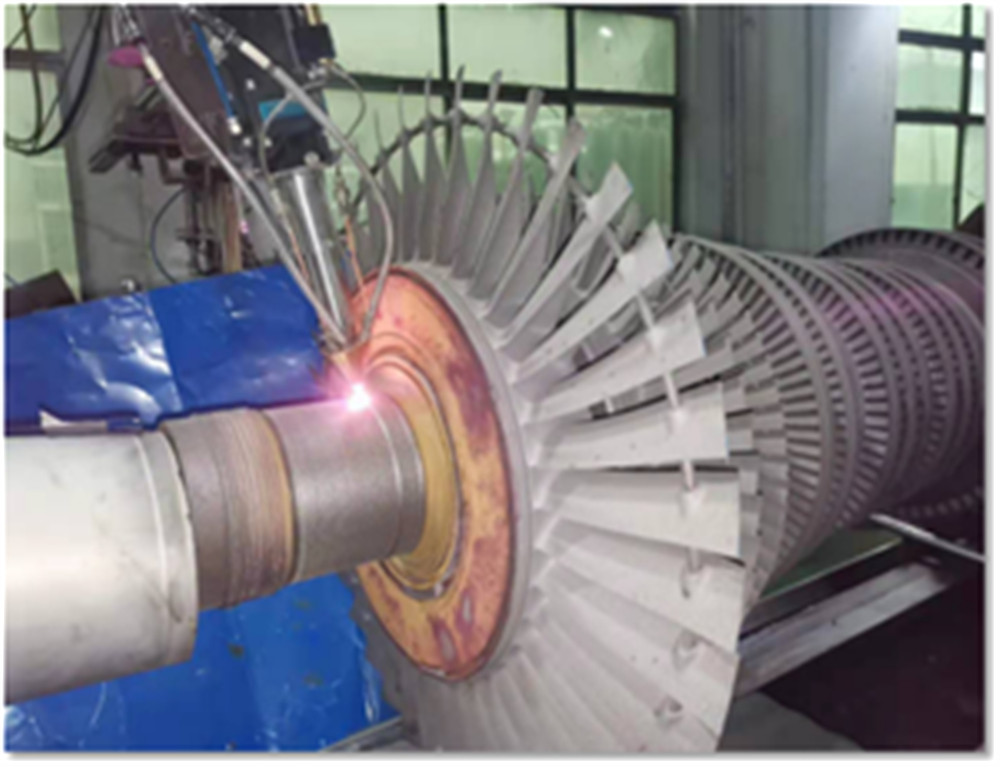
2. 激光熔覆(“长在一起”)
-
用高能量密度激光(10⁴–10⁶ W/cm²) 聚焦照射基体,瞬间熔化极薄表层(微米级) 形成微小熔池;
-
同步送粉 / 送丝进入熔池,与基体金属原子级扩散融合;
-
激光移开后极速凝固(10³–10⁶ K/s),形成冶金结合(像焊接,无界面分层)。
二、关键性能对比(一眼看懂差距)
|
对比维度
|
热喷涂(含火焰 / 电弧 / 等离子 / HVOF)
|
激光熔覆(含 EHLA ..速)
|
|
结合方式
|
机械嵌合 + 物理吸附
|
完全冶金结合(原子扩散)
|
|
结合强度
|
20–70 MPa(.高<150 MPa)
|
200–400 MPa+(接近母材)
|
|
孔隙率
|
1%–10%(易渗腐蚀介质)
|
几乎无孔隙(致密)
|
|
稀释率
|
—
|
<5%(保留涂层高性能)
|
|
热影响区
|
极小(基体不熔)
|
小(0.1–0.5 mm),可控
|
|
基体变形
|
几乎无
|
微小(远小于堆焊)
|
|
涂层厚度
|
20 μm–数 mm
|
0.2–2 mm / 道,可多层
|
|
典型寿命
|
一般工况,易剥落
|
重载 / 高温 / 强腐蚀,寿命长 3–10 倍
|
|
设备成本
|
低(几万–几十万)
|
高(百万级,含精密控制)
|
|
运行成本
|
低(粉末便宜、能耗低)
|
高(激光能耗、高纯粉末)
|
一句话:热喷涂是 “覆盖防护”,激光熔覆是 “再生强化”。
三、主流工艺细分(含..速激光熔覆 EHLA)
热喷涂家族
-
火焰喷涂:设备.简、成本.低,适合普通耐磨 / 防腐(如桥梁、农机);
-
电弧喷涂:沉积快、适合大面积(如风电塔筒、钢结构防腐);
-
等离子喷涂:高温(10000℃+),适配陶瓷 / 高熔点合金(如航空热障涂层);
-
HVOF(超音速火焰):致密、结合强,用于高精度耐磨(如液压杆、阀门);
-
冷喷涂:无熔化、热影响极小,适合易氧化 / 热敏材料(如铝、铜导电层)。
激光熔覆家族
-
传统激光熔覆:精度高、冶金强,适合精密件(如模具、轴类修复);
-
EHLA ..速激光熔覆:粉末在基体上方预熔,线速度 20–200 m/min(传统 0.5–2 m/min),效率提升 40–100 倍;涂层薄(30–200 μm)、表面光(Ra<25 μm)、变形极小,可替代电镀硬铬(环保 + 高性能),适合大面积薄涂(如辊筒、叶片)。
四、优缺点与适用场景
热喷涂:优势与短板
-
✅ 优点:成本低、操作简单、基体几乎无热损伤、可喷陶瓷 / 塑料 / 金属、大面积..;
-
❌ 缺点:结合弱、易剥落、孔隙高、不耐冲击 / 高温 / 强腐蚀、寿命短;
-
🎯 适用:普通防腐、一般耐磨、低温工况、非关键件、预算有限(如建筑钢结构、普通机械件)。
激光熔覆:优势与短板
-
✅ 优点:冶金结合永不脱落、致密无孔、耐磨 / 耐蚀 / 耐高温极强、稀释率低、变形小、寿命长、可精密修复;
-
❌ 缺点:设备贵、工艺复杂、对操作 / 维护要求高、小面积..、大面积成本高;
-
🎯 适用:重载 / 冲击 / 高温 / 强腐蚀关键件、精密件修复、高端再制造、替代电镀(如航空叶片、汽轮机转子、轧辊、液压元件、模具)。
五、选型口诀(快速决策)
-
要薄涂、高光洁、替代硬铬、大面积 → 选 EHLA ..速激光熔覆。
六、一句话总结
热喷涂是 “给工件穿外衣”,激光熔覆是 “给工件长新骨”—— 前者解决基础防护,后者实现性能跃升与寿命翻倍,是高端制造与再制造的核心技术。



 当前位置:
当前位置:

 热门推荐
热门推荐







